自动流水线跑偏了怎么办
自动流水线跑偏了怎么办
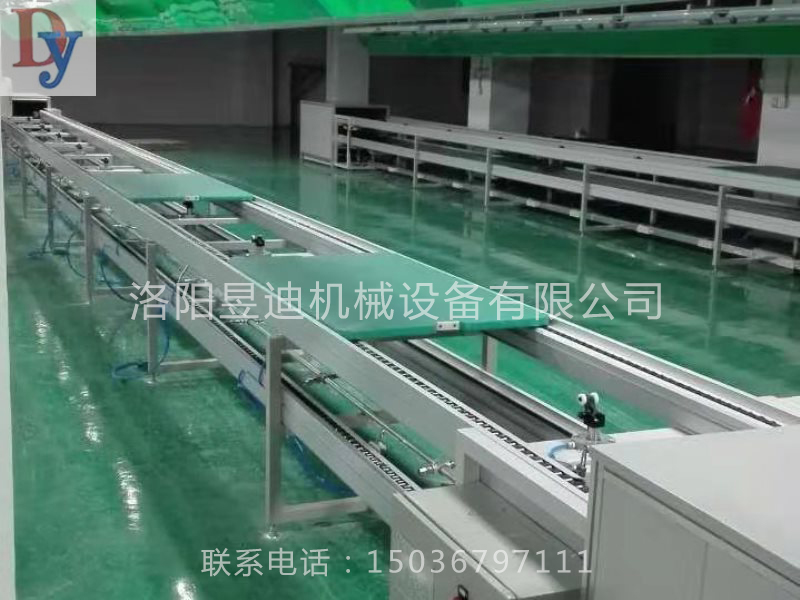
在使用自动流水线过程中,如果出现跑偏,那么如何处理。下面来了解处理方法:
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是自动流水线偏向哪一侧,托辊组的哪一侧向自动流水线前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若自动流水线向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若自动流水线向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在自动流水线上的位置。物料在自动流水线横断面上不居中,将导致自动流水线跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类自动流水线跑偏可增加挡料板,改变物料的方向和位置。